

Детали изготавливаемые по технологии ротационной вытяжки
Ротационная вытяжка… Как будто из учебника по металлообработке. Но на самом деле, это не просто технологический процесс, это целый комплекс нюансов, требующий понимания материала, конструкции и, конечно, опыта. Многие воспринимают это как способ быстро и эффективно изготавливать детали сложной формы, но как часто это оказывается не так просто. Часто слышу от заказчиков: 'Нам нужно что-то вот такое, и быстро!' А вот 'быстро' и 'качественно' в контексте ротационной вытяжки – это две большие разницы. Мы в Партнёрском предприятии по механическим комплектующим Вэй Ао уезда Гучэн (https://www.weiao.ru) имеем некоторый опыт в этой области, и хочу поделиться не столько теоретическими знаниями, сколько практическим опытом, полученным в процессе работы. Готов поделиться своими наблюдениями, даже и некоторыми неудачами – ведь от них тоже можно многому научиться.
Особенности технологии и её ограничения
В своей основе, ротационная вытяжка подразумевает использование вращающегося инструмента для снятия материала с заготовки. Это позволяет создавать детали с внутренней формой, сложно contoured surfaces – вещи, которые трудно или невозможно получить другими способами. Очевидно, что это отличный вариант для изготовления внутренних каналов, пазов, сложных профилей. Но вот здесь и кроется первая проблема – сложность. Требуется очень точное проектирование, выбор оптимальных режимов резания и, конечно, высокоточное оборудование. Небольшая ошибка в расчетах или неправильно подобранный инструмент могут привести к браку, особенно если деталь имеет сложную геометрическую форму.
Кроме того, важно учитывать материал заготовки. Не все материалы хорошо поддаются ротационной вытяжке. Например, мягкие металлы, такие как алюминий, требуют особого подхода к режиму резания, чтобы избежать деформации и образования заусенцев. С более твердыми материалами, вроде закаленной стали, вопрос стоит в выборе инструмента, способного выдерживать высокие нагрузки. Мы часто сталкиваемся с ситуацией, когда заказчик хочет изготовить деталь из материала, который не предназначен для этой технологии, и в итоге приходится искать компромиссные решения или отказываться от ротационной вытяжки в пользу других методов.
Материаловедение и выбор инструмента
Как я уже говорил, материал – ключевой фактор. От него зависит не только выбор инструмента, но и режимы резания. Например, при работе с углеродистой сталью можно использовать твердометаллические резцы, в то время как при обработке нержавеющей стали потребуется использовать резцы с покрытием из твердого сплава, способные выдерживать высокие температуры и абразивный износ. Нельзя недооценивать роль смазочно-охлаждающей жидкости (СОЖ). Она не только снижает трение между инструментом и заготовкой, но и отводит тепло, предотвращая перегрев инструмента и деформацию детали. В нашем случае мы используем различные типы СОЖ, в зависимости от материала заготовки и характера обработки.
Выбор инструмента – это тоже ответственный процесс. Необходимо учитывать его геометрию, твердость и способ крепления. Некачественный инструмент может привести к быстрому износу, браку и даже повреждению оборудования. Мы всегда тщательно выбираем инструмент от проверенных поставщиков, чтобы гарантировать его качество и долговечность. Это, конечно, влияет на стоимость, но зато позволяет избежать дорогостоящих простоев и переделок. Недавно у нас была проблема с износом резцов при обработке высокопрочной стали. Пришлось обратиться к производителю и изменить геометрию резцов, а также оптимизировать режимы резания. В результате, удалось снизить износ и повысить производительность.
Проблемы с точностью и шероховатостью поверхности
Несмотря на то, что ротационная вытяжка позволяет получать детали сложной формы, она не всегда обеспечивает высокую точность и шероховатость поверхности. На это влияют многие факторы, такие как качество инструмента, режимы резания и состояние оборудования. Особенно сложно добиться высокой точности при обработке тонкостенных деталей или деталей с небольшими размерами. В этих случаях требуется использовать специальные приемы, такие как многопроходная обработка или использование шаблонов.
Шероховатость поверхности – это тоже важный параметр, который необходимо учитывать. После ротационной вытяжки часто требуется дополнительная обработка поверхности, такая как шлифование или полировка, чтобы добиться желаемой шероховатости. Это увеличивает стоимость производства, но позволяет получить деталь, соответствующую требованиям заказчика. Например, при производстве деталей для авиационной промышленности, где требуется высокая точность и шероховатость поверхности, часто используют многоэтапную обработку, включающую ротационную вытяжку, шлифование и полировку.
Практический опыт и типичные ошибки
Мы неоднократно сталкивались с проблемами, связанными с неправильным выбором режимов резания. Например, при работе с твердыми материалами часто используют слишком высокие скорости резания, что приводит к перегреву инструмента и деформации детали. В результате, деталь получается с неровной поверхностью и отклонениями от размеров. Приходится снижать скорость резания, но это увеличивает время обработки и стоимость производства.
Еще одна распространенная ошибка – неправильный выбор подачи. Слишком большая подача приводит к износу инструмента и браку, а слишком маленькая подача – к увеличению времени обработки. Оптимальная подача зависит от материала заготовки, геометрии детали и типа инструмента. Мы используем специальные программы для расчета режимов резания, чтобы минимизировать ошибки и повысить производительность.
Работа с внутренними углами
Обработка внутренних углов при ротационной вытяжке – задача непростая. Здесь часто возникают проблемы с захватом инструмента и выходом за пределы обрабатываемой зоны. Решение – использование специальных инструментов с угловым наклоном, а также оптимизация траектории движения инструмента. Мы использовали специальный угловой резчик при изготовлении деталей для насосной техники, и это позволило нам получить точные внутренние углы с минимальным браком.
Часто возникают вопросы по поводу закрепления заготовки. Недостаточная фиксация заготовки может привести к вибрациям и отклонениям от размеров. Мы используем различные типы приспособлений для закрепления заготовок, в зависимости от их геометрии и размера. Например, для закрепления тонкостенных деталей используем специальные тиски с мягкими губками, а для более крупных деталей – специальные подставки. Неправильное закрепление заготовки – это одна из самых частых причин брака при ротационной вытяжке.
Будущее технологии и перспективы развития
Ротационная вытяжка, безусловно, остается актуальной технологией для изготовления деталей сложной формы. Однако, в последние годы появляются новые разработки, которые позволяют повысить точность, скорость и качество обработки. Например, активно развивается технология 5-осевой ротационной вытяжки, которая позволяет обрабатывать детали с более сложной геометрией и получать детали с более высокой точностью. Это, конечно, требует более дорогостоящего оборудования, но позволяет получить значительные преимущества в качестве и производительности.
Мы постоянно следим за новыми разработками в области ротационной вытяжки и стараемся внедрять их в свою производственную практику. Мы верим, что эта технология имеет большой потенциал и будет продолжать развиваться в будущем. И хотя в нашей работе не всегда все идет гладко, мы готовы к новым вызовам и будем продолжать совершенствовать свои навыки и знания, чтобы соответствовать требованиям рынка. Мы видим перспективу в интеграции ротационной вытяжки с другими технологиями, такими как электроэрозионная обработка и лазерная резка, чтобы создавать детали с уникальными свойствами и характеристиками.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Муфта упругая втулочно-пальцевая с нейлоновыми пальцами серии HL
Муфта упругая втулочно-пальцевая с нейлоновыми пальцами серии HL -
 Диск вала с конической втулкой
Диск вала с конической втулкой -
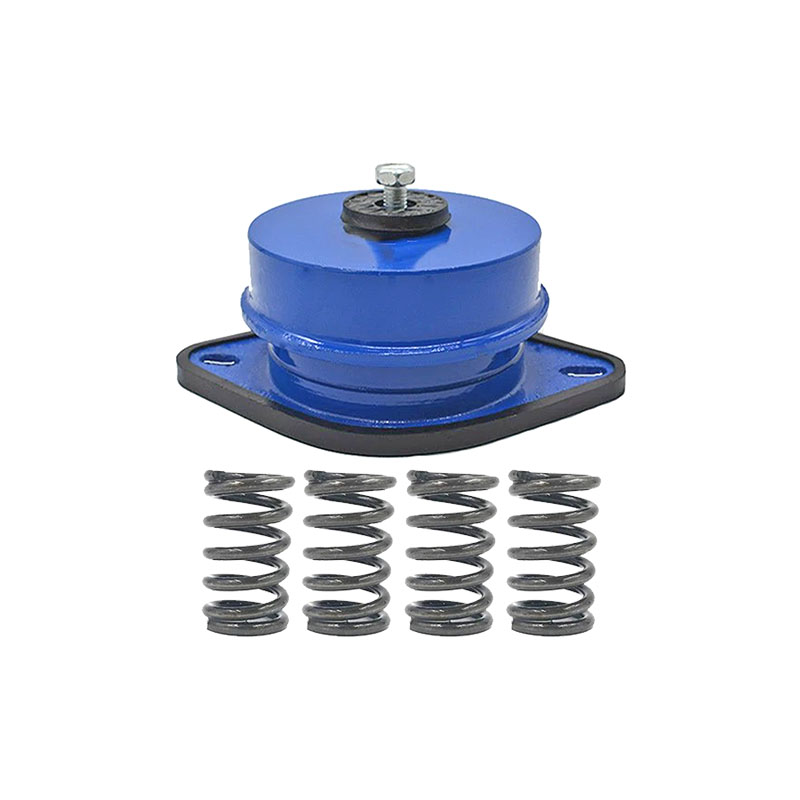 Демпфирующие пружинные амортизаторы серий ZTG и ZTD
Демпфирующие пружинные амортизаторы серий ZTG и ZTD -
 Шкив
Шкив -
 Комплектующие для вибраторов
Комплектующие для вибраторов -
 Промышленный центробежный насос
Промышленный центробежный насос -
 Разъёмный корпус подшипника с масляным охлаждением индивидуальный
Разъёмный корпус подшипника с масляным охлаждением индивидуальный -
 Разъёмный корпус подшипника с водяным охлаждением стандартный
Разъёмный корпус подшипника с водяным охлаждением стандартный -
 Резиновые срезные амортизаторы
Резиновые срезные амортизаторы -
 Муфта дисковая стальная литая серии JM
Муфта дисковая стальная литая серии JM -
 Муфта упругая втулочно-пальцевая серии ST
Муфта упругая втулочно-пальцевая серии ST -
 Металлорезиновые амортизаторы и виброизоляционные прокладки
Металлорезиновые амортизаторы и виброизоляционные прокладки
Связанный поиск
Связанный поиск- Детали изготавливаемые по технологии ротационной вытяжки заводы
- Китай виброизоляция механизма основная страна покупателя
- Подшипниковая коробка с водяным охлаждением производители
- Чугунный диск вала основная страна покупателя
- Дешево рабочее колесо двигателя основная страна покупателя
- Дешево корпус рабочего колеса основная страна покупателя
- Корпус заднего подшипника производители
- Шкив вала
- Шкив компрессора
- Опора подшипника основная страна покупателя






