

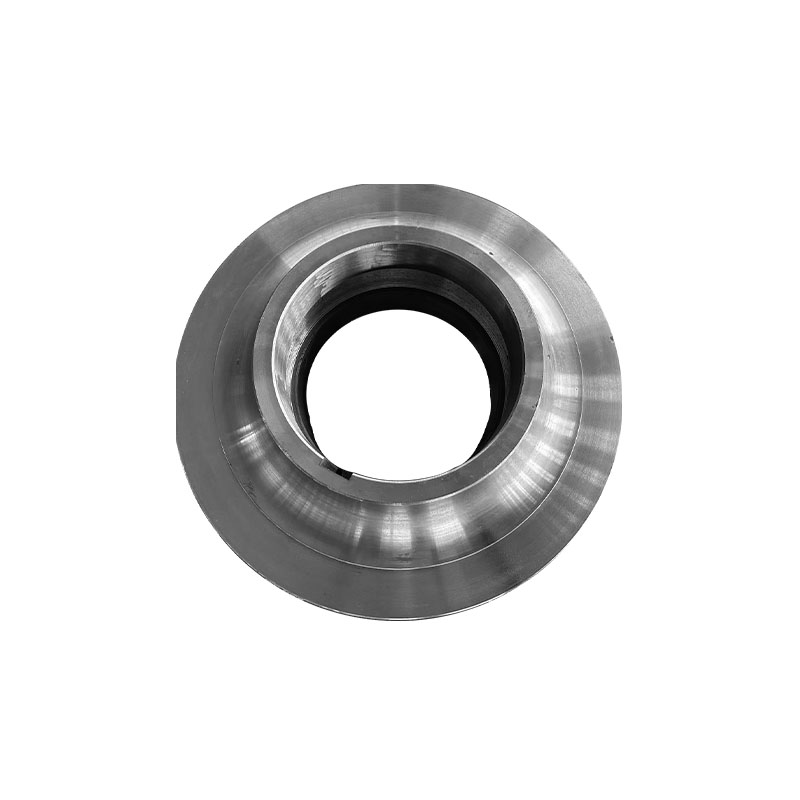
Корпус опорного подшипника завод
Пожалуй, многие думают, что изготовление корпусов опорного подшипника завод – это достаточно простой процесс, вроде отливки и покраски. Но это далеко не так. На самом деле, здесь целый комплекс задач, от выбора материала и проектирования до контроля качества и последующей обработки. Часто встречаю ситуации, когда заводы, специализирующиеся на подшипниках, пытаются делать корпуса самостоятельно, не имея достаточного опыта. Результат – брак, переделки, и, в конечном итоге, увеличение себестоимости.
Почему корпус опорного подшипника – это не просто 'контейнер'?
Первое, что приходит в голову – это задача корпуса: обеспечить надежную поддержку подшипника, защитить его от загрязнений и вибраций, и, разумеется, выдерживать значительные нагрузки. Но дело не только в прочности. Важна точность изготовления, особенно геометрии посадочных мест. Даже незначительные отклонения могут привести к неравномерному распределению нагрузки и преждевременному износу подшипника. Я видел, как на заводах, экономя на инструментах и оборудовании, пытались делать корпуса 'на глаз'. Это, как правило, заканчивалось печально – повышенный уровень шума, вибрации, и, как следствие, выход из строя всего узла.
Материалы: от чугуна до стали – выбор за задачей
Выбор материала – критически важный этап. Обычно используют серый чугун, высокопрочный чугун, литейную сталь, нержавеющую сталь и легированные стали. Выбор конкретного материала зависит от условий эксплуатации: температурного режима, степени загрязнения, требуемой долговечности. Например, для работы в агрессивных средах лучше использовать нержавеющую сталь. А если важна высокая жесткость и устойчивость к деформациям, то подойдет литейная сталь. Мы в нашем предприятии, Партнёрское предприятие по механическим комплектующим Вэй Ао уезда Гучэн, часто сталкиваемся с запросами на корпуса из легированных сталей – там, где требуется повышенная износостойкость и термостойкость. Это, кстати, требует более сложного технологического процесса и более высокой квалификации персонала.
Иногда, конечно, встречаются попытки использовать альтернативные материалы, например, алюминиевые сплавы. В теории это неплохо, но на практике – не всегда оправдано. Алюминий, как правило, менее устойчив к высоким температурам и вибрациям, чем чугун или сталь. Нужны специальные технологии и добавки, чтобы компенсировать эти недостатки. Но, честно говоря, это довольно дорого и не всегда целесообразно, особенно для массового производства. Поэтому, в большинстве случаев, возвращаются к проверенным материалам.
Технологии производства: литье, обработка, сборка
Основной метод производства корпусов опорного подшипника завод – это литье. Используют чугунную и стальную заливку. Качество литья напрямую влияет на качество готового изделия. Здесь важны правильная подготовка формы, соблюдение технологических режимов, и, конечно же, контроль качества на всех этапах. Мы в своей работе активно используем современные технологии литья под давлением – это позволяет получать детали с высокой точностью и повторяемостью.
После литья – важный этап обработки
После литья корпус проходит стадию механической обработки. Это включает в себя фрезерование, токарную обработку, сверление, шлифование. Цель – добиться требуемой точности размеров и шероховатости поверхности. Качество обработки зависит от используемого оборудования и квалификации токарей и фрезеров. Мы постоянно обновляем оборудование и повышаем квалификацию персонала, чтобы соответствовать современным требованиям. Особенно важно – это контроль за отклонениями от размеров. Иногда, даже небольшие отклонения могут привести к проблемам при монтаже.
Существует интересный случай, который произошел у нас. Однажды заказчик попросил сделать корпус подшипника с очень высокой шероховатостью поверхности. Это требовалось для снижения трения и увеличения срока службы подшипника. Мы использовали специальную систему полировки, но все равно не смогли добиться требуемого результата. Оказалось, что проблема была в качестве слитка. В нем были включения, которые влияли на шероховатость поверхности. Пришлось переплавлять слиток и начинать процесс обработки заново. Это стоило нам дополнительных затрат и времени, но зато мы получили продукт, соответствующий требованиям заказчика.
Контроль качества: не пренебрегаем деталями
Контроль качества – это неотъемлемая часть производственного процесса. На каждом этапе контроля проводятся различные проверки: геометрические измерения, контроль химического состава, проверка на прочность и устойчивость к вибрациям. Используем современное измерительное оборудование, включая координатно-измерительные машины (КИМ). Важно не только контролировать соответствие размеров, но и проверять качество поверхности, отсутствие дефектов, наличие трещин и других повреждений. Иногда приходится использовать неразрушающие методы контроля, например, ультразвуковую дефектоскопию, чтобы выявить скрытые дефекты.
Один из важных аспектов контроля – это проверка посадочных мест. Они должны быть идеально ровными и точными, чтобы обеспечить надежную поддержку подшипника. Если в посадочных местах есть дефекты, то это может привести к неравномерному распределению нагрузки и преждевременному износу подшипника. Иногда приходится использовать специальные инструменты и приспособления для контроля посадочных мест. В нашей компании, мы регулярно проводим тренинги по контролю качества для наших сотрудников. Мы считаем, что это один из лучших способов предотвратить брак и повысить качество нашей продукции.
Подводя итоги: что важно знать при производстве корпусов опорного подшипника
В заключение хочется отметить, что производство корпусов опорного подшипника завод – это сложный и ответственный процесс, требующий высокой квалификации персонала, современного оборудования и строгого контроля качества. Не стоит недооценивать значимость каждого этапа производства, от выбора материала до контроля качества готового изделия. Важно постоянно совершенствовать технологии и повышать квалификацию персонала, чтобы соответствовать современным требованиям рынка. И, конечно же, необходимо уделять внимание деталям – именно они часто решают исход всего процесса.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Диски вала из серого чугуна серий 9-19, 9-26
Диски вала из серого чугуна серий 9-19, 9-26 -
 Демпфирующие пружинные амортизаторы серии ZTE
Демпфирующие пружинные амортизаторы серии ZTE -
 Промышленный центробежный насос
Промышленный центробежный насос -
 Резиновые срезные амортизаторы
Резиновые срезные амортизаторы -
 Диск вала двухстороннего всасывания литой из стали и высокопрочного чугуна
Диск вала двухстороннего всасывания литой из стали и высокопрочного чугуна -
 Муфта упругая втулочно-пальцевая серии ST
Муфта упругая втулочно-пальцевая серии ST -
 Универсальные диски вала из серого чугуна серий 4-72, 4-73, 9-26
Универсальные диски вала из серого чугуна серий 4-72, 4-73, 9-26 -
 Муфта дисковая стальная литая серии JM
Муфта дисковая стальная литая серии JM -
 Комплектующие для вибраторов
Комплектующие для вибраторов -
 Комплектующие для редукторов
Комплектующие для редукторов -
 Диск вала литой из стали, нержавеющей стали и легированной стали
Диск вала литой из стали, нержавеющей стали и легированной стали -
 Муфта упругая пальцевая стальная литая с нейлоновыми пальцами серии LX
Муфта упругая пальцевая стальная литая с нейлоновыми пальцами серии LX
Связанный поиск
Связанный поиск- Oem типы корпусов подшипников основная страна покупателя
- Купить муфта приводного вала основная страна покупателя
- Oem чугунная приводная муфта основная страна покупателя
- Запчасти рабочего колеса вентилятора завод
- Приводная коробка передач цена
- Самый лучший упругая пальцевая муфта с нейлоновыми втулками основная страна покупателя
- Заказной приводной шкив поставщики
- Oem производитель корпусов подшипников основная страна покупателя
- Упругая пальцевая муфта с нейлоновыми втулками производитель
- Муфта приводная купить производитель






