

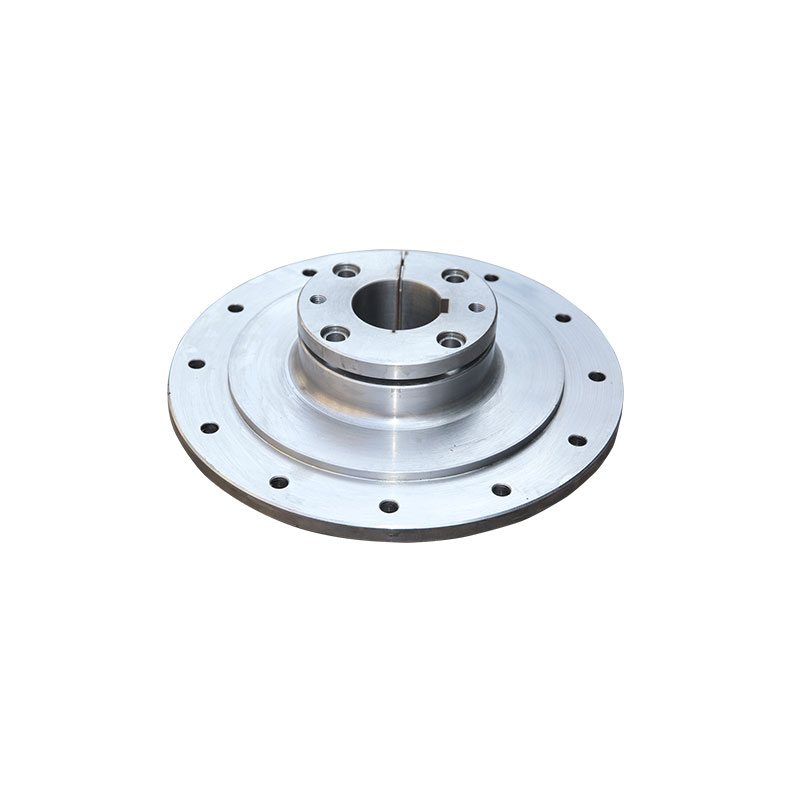
Корпус переднего подшипника заводы
Итак, **корпус переднего подшипника заводы**. На первый взгляд, кажется, что это достаточно простая деталь, не требующая особых знаний. Но если копнуть глубже, то понимаешь, что от правильного выбора и изготовления этого компонента зависит надежность и долговечность всей системы. Часто встречаю ситуацию, когда заводы пытаются оптимизировать производство, игнорируя нюансы материала, геометрии и обработки. В итоге – повышенный износ, преждевременные поломки и, как следствие, убытки. Да, я понимаю, что экономия важна, но в данном случае это часто окупается в разы дороже в долгосрочной перспективе. Поэтому решил поделиться некоторыми мыслями и опытом, надеюсь, это будет полезно.
Основные проблемы, возникающие при изготовлении корпусов передних подшипников
Самая распространенная проблема, с которой сталкиваюсь, – это неправильный выбор материала. Зачастую берут 'средний' чугун, не учитывая нагрузки, температуры и рабочей среды. Например, для ветроэнергетики, где важна надежность при больших скоростях и вибрациях, использование обычного чугуна – это прямой путь к поломке. Гораздо предпочтительнее использовать высокопрочный чугун с добавлением кремния или специальные стали. Это, конечно, увеличивает стоимость, но зато гарантирует долгий срок службы. Мы в Партнёрском предприятии по механическим комплектующим Вэй Ао уезда Гучэн, занимаемся производством подобных корпусов для различных отраслей, и постоянно сталкиваемся с подобными ситуациями. Мы внимательно анализируем техническое задание и предлагаем оптимальный материал, исходя из конкретных условий эксплуатации.
Еще одна проблема – это неточности в геометрии и качестве обработки. Даже незначительные отклонения в размерах могут привести к повышенному износу подшипника и его преждевременной замене. Использование устаревшего оборудования или неквалифицированного персонала только усугубляет ситуацию. Крайне важно иметь современное оборудование и обученных специалистов, которые понимают все тонкости производства.
Абразивная обработка – тоже вещь капризная. Если задиры на поверхности корпуса не убрать, то будет проблем. Поэтому, после литья, обязательно нужно провести тщательную шлифовку и полировку. Иначе смазка не будет распределяться равномерно, и это приведет к повышенному трению и износу. Часто заводы экономят на этом этапе, что в итоге выливается в дополнительные затраты на ремонт и обслуживание.
Влияние литейного процесса на качество корпуса
Литейный процесс напрямую влияет на механические свойства и структуру металла корпуса. Например, при литье из чугуна необходимо контролировать температуру и скорость охлаждения, чтобы избежать образования трещин и пористости. Иначе корпус будет более подвержен разрушению под нагрузкой.
Мы в своей практике часто используем метод роботизированной заливки, что позволяет добиться высокой точности и однородности металла. Также мы используем специальные добавки, которые улучшают свойства чугуна и снижают риск образования дефектов. Это требует значительных инвестиций в оборудование и технологии, но позволяет нам производить более качественные и надежные корпуса.
Очень важным фактором является контроль качества отливки. На этом этапе проверяется наличие дефектов, таких как трещины, поры и включения. Если обнаружены дефекты, отливка утилизируется. Это, конечно, увеличивает затраты, но зато позволяет избежать проблем в будущем.
Особенности производства корпусов для различных отраслей
Требования к корпусам передних подшипников для разных отраслей могут сильно отличаться. Например, для нефтегазовой отрасли необходимо использовать корпуса, устойчивые к воздействию агрессивных сред и высоких температур. Для ветроэнергетики – корпуса, способные выдерживать большие вибрации и перегрузки. Для фармацевтической – корпуса, соответствующие строгим требованиям гигиены и стерильности.
Для каждой отрасли мы разрабатываем индивидуальные решения, учитывающие все специфические требования. Мы используем различные материалы, технологии и методы обработки, чтобы обеспечить оптимальную производительность и надежность.
Пример: для одного из наших клиентов, работающих на нефтеперерабатывающем заводе, мы разработали корпус переднего подшипника из специального сплава на основе никеля. Этот сплав обладает высокой коррозионной стойкостью и может выдерживать высокие температуры. В результате, срок службы подшипника увеличился в два раза, а затраты на обслуживание снизились на 30%.
Что можно улучшить в существующих технологиях?
Мне кажется, в сфере производства **корпусов переднего подшипника заводы** есть куда расти. Во-первых, нужно больше внимания уделять автоматизации процессов. Это позволит снизить влияние человеческого фактора и повысить точность и однородность производства. Например, внедрение роботизированной шлифовки и полировки значительно улучшило качество нашей продукции.
Во-вторых, необходимо использовать более современные методы контроля качества. Вместо традиционных визуальных осмотров можно использовать неразрушающий контроль, такой как ультразвуковой контроль и рентгеновский контроль. Это позволит выявлять дефекты на ранней стадии и избежать их проявления в эксплуатации.
В-третьих, нужно разрабатывать более легкие и прочные корпуса, используя современные материалы и технологии. Например, можно использовать композитные материалы или сплавы на основе титана. Это позволит снизить вес конструкции и повысить ее надежность.
Ключевые факторы надежности корпуса переднего подшипника
Помимо материала и геометрии, на надежность корпуса переднего подшипника влияет и качество смазки. Необходимо использовать высококачественные смазочные материалы, которые соответствуют требованиям конкретной рабочей среды. Также необходимо правильно подобрать систему смазки, чтобы обеспечить равномерное смазывание всех деталей.
Регулярный осмотр и обслуживание корпуса переднего подшипника также важны для обеспечения его надежной работы. Необходимо своевременно выявлять и устранять дефекты, а также проводить замену изношенных деталей.
И, наконец, важна правильная установка подшипника. Неправильная установка может привести к повышенному износу и преждевременной поломке. Поэтому необходимо строго следовать рекомендациям производителя при установке подшипника.
Реальные кейсы: успех и неудачи
Помню один случай, когда на завод привезли партию корпусов передних подшипников, сделанных по старой технологии. После нескольких месяцев эксплуатации подшипники начали быстро изнашиваться и выходить из строя. При анализе выяснилось, что в процессе литья не контролировалась температура, что привело к образованию пористости в металле корпуса. В результате, подшипники разрушались под нагрузкой. Это был дорогостоящий урок, который мы запомнили надолго.
Но были и успешные кейсы. Например, мы разработали и изготовили корпус переднего подшипника для станка с ЧПУ, работающего в условиях повышенной вибрации. Использовали специальный сплав и внедрили систему автоматизированного контроля качества. В результате, подшипник прослужил без поломок более пяти лет. Этот проект стал для нас хорошим примером того, как правильный выбор материала, технологии и методов контроля качества позволяет обеспечить надежную работу оборудования.
Не стоит забывать и про недооценку роли консультаций. Многие заводы до сих пор пытаются оптимизировать процесс, не прислушиваясь к экспертным оценкам. В итоге, все равно приходится тратить больше денег на ремонт и переделку. Лучше потратить немного времени на консультацию, чем потом исправлять ошибки.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Диск вала с конической втулкой
Диск вала с конической втулкой -
 Разъёмный корпус подшипника с масляным охлаждением индивидуальный
Разъёмный корпус подшипника с масляным охлаждением индивидуальный -
 Комплектующие для вибраторов
Комплектующие для вибраторов -
 Муфта упругая пальцевая стальная литая с нейлоновыми пальцами серии LX
Муфта упругая пальцевая стальная литая с нейлоновыми пальцами серии LX -
 Муфта дисковая стальная литая серии JM
Муфта дисковая стальная литая серии JM -
 Диск вала с конической втулкой
Диск вала с конической втулкой -
 Муфта упругая втулочно-пальцевая серии TL
Муфта упругая втулочно-пальцевая серии TL -
 Диск вала литой из стали, нержавеющей стали и легированной стали
Диск вала литой из стали, нержавеющей стали и легированной стали -
 Резиновые срезные амортизаторы
Резиновые срезные амортизаторы -
 Универсальные диски вала из серого чугуна серий 4-72, 4-73, 9-26
Универсальные диски вала из серого чугуна серий 4-72, 4-73, 9-26 -
 Муфта упругая втулочно-пальцевая с нейлоновыми пальцами серии HL
Муфта упругая втулочно-пальцевая с нейлоновыми пальцами серии HL -
 Пресс-форма
Пресс-форма
Связанный поиск
Связанный поиск- Диск вала вентилятора высокого давления поставщик
- Шкив компрессора поставщики
- Муфта приводного вала мясорубки
- Корпус подшипника ступицы завод
- Муфта приводная нхр wichita lim 324 заводы
- Оптом вал рабочего колеса насоса основная страна покупателя
- Комплектующие корпуса редуктора заводы
- Оптом муфта приводная для электродвигателя основная страна покупателя
- Оптом комплектующие рабочего колеса вентилятора основная страна покупателя
- Материал рабочего колеса заводы






